The model is saved in STL files, a format supported by most 3D printers.
FDM version features:
- Contains 39 parts;
- Assembly kit includes Locks. One part of Lock (39_Ge_lock_10H_x33) needs to be printed 33 times. One part of Lock (38_Ge_lock_7S(x3)) needs to be printed 33 times;
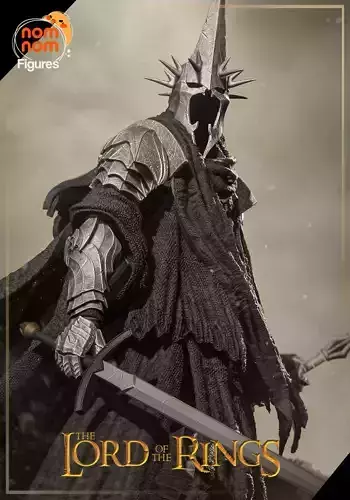
- Made with increased detalization compared to the film;
- Made in a pose in which he was at the final battle near Minas Tirith;
- All parts are divided in such a way that you will print them with the smallest number of support structures.This model was tested with PLA material.
To avoid printing problems, we recommend the following settings:
ExtruderNozzle Diameter: 0.4 mmExtrusion Multiplier: 0.97Extrusion Width: Auto
Retraction Distance: 5.00 mmExtra Restart Distance: 0.00 mmRetraction Vertical Lift: 0.08 mmRetraction Speed: 5400.0 mm/min
Wipe Distance: 5.00 mm
LayerPrimary Layer Height: 0.2 mmTop Solid Layers: 8Bottom Solid Layers: 5Outline/Perimeter Shells: 2Outline Direction: Inside-Out
First Layer Height: 90%First Layer Width: 100%First Layer Speed: 20%
AdditionsUse Skirt/Brim: CheckSkirt Layers: 1Skirt Offset from Part: 6.00 mmSkirt Outlines: 5
InfillInternal Fill Pattern: Fast HoneycombExternal Fill Patern: RectilinearInterior Fill Percentage: 10%Outline Overlap: 22%Infill Extrusion Width: 100%Minimum Infill Length: 5.00 mmCombine Infill Every: 1 layers
External Infill Angle Offsets: 45/-45 deg
SupportGenerate Support Material: CheckSupport Infill Percentage: 15%Extra Inflation Distance: 1.00 mmSupport Base Layers: 0Combine Support Every: 1 layers
Dense Support Layers: 0Dense Infill Percentage: 70%
Support Type: NormalSupport Pillar Resolution: 5.00 mmMax Overhang Angle: 60 deg
Horizontal Offset From Part: 0.50 mmUpper Vertical Separation Layers: 1Lower Vertical Separation Layers: 1
Support Infill Angles: 45 deg
TemperatureExtruder 1 Temperature: 210Heated Bed: 60
CoolingIncrease fan speed for layers below: 45.0 sec Maximum Cooling fan speed: 50%Bridging fan speed override: 100%
SpeedsDefault Printing Speed: 4800.0 mm/minOutline Underspeed: 50%Solid Infill Underspeed: 80%Support Structure Underspeed: 80%X/Y Axis Movement Speed: 10800.0 mm/minZ Axis Movemen Speed: 1002.0 mm/min
Adjust printing speed for layers below: 15.0 sec Allow speed reduction down to: 20%
OtherUnsupported area threshold: 20.0 sq m
Slic3r printing recommendations:Layer height Layer height: 0.1 mm First layer height: 90%Vertical shells Perimeters: 2Horizontal shells Soid layers: Top: 8 Bottom: 5Quality Detect thin walls: Check Detect bridging perimeters: CheckAdvanced Seam position: RandomInfill Fill desity: 20% Fill pattern: Honeycomb Top/bottom fill pattern: RectilinearReducing printing time Combine infill every: 1 layersAdvanced Solid infill every: 0 layers Fill angle: 25 deg Solid infill threshold area: 0mmSkirt Loops: 2 Distance from object: 6 mm Skirt height: 1 layers Minimum extrusion length: 4 mmBrim Brim width: 10 mmSupport material Generate support material: Check Overhang threshold: 45 deg Enforce support for the first: 3 layersRaft Raft layers: 0 layersOptions for support material and raft Contact Z distance: 0.1 mm Pattern: Rectilinear Patter spacing: 2 mm Pattern angle: 0 deg Interface layers: 2 layers Interface pattern spacing: 0.2 mmSpeed for print moves Perimeters: 60 mm/s Small perimeters: 20 mm/s External perimeters: 20 mm/s Infill: 60 mm/s Solid infill: 60 mm/s Top solid infill: 30 mm/s Support material: 50 mm/s Support material interface: 100% Bridges: 30 mm/s Gap fill: 50 mm/sSpeed for non-print moves Travel: 60 mm/sModifiers First layer speed: 30 mm/sAcceleration control Perimeters: 800 mm/s Infill: 1500 mm/s Bridge: 1000 mm/s First layer: 1000 mm/s Default: 1000 mm/sAutospeed Max print speed: 100 mm/s Max volumetrix speed: 0 mm/sExtrusion width Default extrusion width: 0.42 mm First layer: 0.42 mm Perimeters: 0.42 mm External perimeters: 0.42 mm Infill: 0.42 mm Solid infill: 0.42 mm Top solid infill: 0.42 mm Support material: 0.42 mmOverlap Infill/Perimeters overlap: 20%Flow Bridge flow ratio: 0.95Other XY Size Compensation: 0 mm Threds: 8 Resolution: 0 mm
i greatly appreciate you choosing our 3D models and hope they will be of use. i look forward to continuously dealing with you.
Yours , Sanjeet Yadav