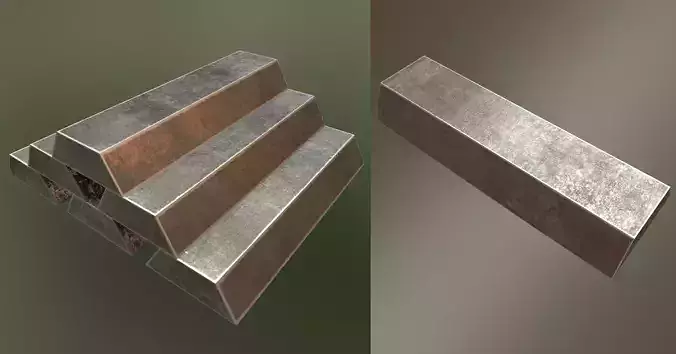
**Full PBR Low poly model, ideal for game developers and such!
Lowest price on cgtrader, check out my profile for more :D **
An ingot is a piece of relatively pure material, usually metal, that is cast into a shape suitable for further processing.[1] In steelmaking, it is the first step among semi-finished casting products. Ingots usually require a second procedure of shaping, such as cold/hot working, cutting, or milling to produce a useful final product. Non-metallic and semiconductor materials prepared in bulk form may also be referred to as ingots, particularly when cast by mold based methods.[2] Precious metal ingots can be used as currency (with or without being processed into other shapes), or as a currency reserve, as with gold bars.Ingots are manufactured by the freezing of a molten liquid (known as the melt) in a mold. The manufacture of ingots has several aims. Firstly, the mold is designed to completely solidify and form an appropriate grain structure required for later processing, as the structure formed by the freezing melt controls the physical properties of the material. Secondly, the shape and size of the mold is designed to allow for ease of ingot handling and downstream processing. Finally the mold is designed to minimize melt wastage and aid ejection of the ingot, as losing either melt or ingot increases manufacturing costs of finished products.
A variety of designs exist for the mold, which may be selected to suit the physical properties of the liquid melt and the solidification process. Molds may exist in top, horizontal or bottom-up pouring and may be fluted or flat walled. The fluted design increases heat transfer owing to a larger contact area. Molds may be either solid massive design, sand cast (e.g. for pig iron) or water-cooled shells, depending upon heat transfer requirements. Ingot molds are tapered to prevent the formation of cracks due to uneven cooling. Crack or void formation occurs as the liquid to solid transition has an associated volume change for a constant mass of material. Formation of these ingot defects may render the cast ingot useless, and may need to be re-melted, recycled or discarded.
Teeming ingots at a steel millThe physical structure of a crystalline material is largely determined by the method of cooling and precipitation of the molten metal. During the pouring process, metal in contact with the ingot walls rapidly cools and forms either a columnar structure, or possibly a chill zone of equiaxed dendrites, depending upon the liquid being cooled and the cooling rate of the mold.[8]
For a top-poured ingot, as the liquid cools within the mold, differential volume effects cause the top of the liquid to recede leaving a curved surface at the mold top which may eventually be required to be machined from the ingot. The mold cooling effect creates an advancing solidification front, which has several associated zones, closer to the wall there is a solid zone which draws heat from the solidifying melt, for alloys there may exist a mushy zone, which is the result of solid-liquid equilibrium regions in the alloy's phase diagram, and a liquid region. The rate of front advancement controls the time that dendrites or nuclei have to form in the solidification region. The width of the mushy zone in an alloy may be controlled by tuning the heat transfer properties of the mold, or adjusting the liquid melt alloy compositions.
Continuous casting methods for ingot processing also exist, whereby a stationary front of solidification is formed by the continual take-off of cooled solid material, and the addition of molten liquid to the casting process.[9]
Approximately 70 percent of aluminium ingots in the U.S. are cast using the direct chill casting process, which reduces cracking. A total of 5 percent of ingots must be scrapped because of stress induced cracks and butt deformation.[10]
(Source: Wikipedia)